进入“实验简介”,了解实验目的、实验原理、实验内容及操作步骤,实验要求等。如果有不清楚的地方,可以查阅相关文献或联系在线服务教师进行咨询。做好充分的实验准备,以保证实验效果。 在进行实验之前,学生需要自备手册等参考资料,以便于线下进行工艺参数等数据的计算,部分参考文献:
[1]《航空制造工程手册》总编委会. 航空制造工程手册:飞机工艺装备[M]. 北京:航空工业出版社.
[2]《航空制造工程手册》总编委会. 航空制造工程手册.飞机钣金工艺[M]. 北京:航空工业出版社.
[3] 《航空制造工程手册》总编委会.航空制造工程手册:飞机装配[M].北京:航空工业出版社.
[4]翟平. 飞机钣金成形原理与工艺[M]. 西安:西北工业大学出版社.
[5]王云渤等. 飞机装配工艺学[M]. 北京: 国防工业出版社.
[6]陈文亮、安鲁陵等.飞行器制造技术基础[M].北京:北京航空航天大学出版社.
[7]JIANG Liping, CHEN Wenliang, WANG Min*, et al. An Approach to Interference Riveting Process Control of Aircraft Automatic Drilling and Riveting. Transactions of Nanjing University of Aeronautics & Astronautics, 2014, 31(6)
[8]陈文亮, 姜丽萍, 王 珉. 大型客机铝锂合金壁板自动钻铆技术. 航空制造技术, 2015, (4)
[9]Cheraghi S.Hossein. Effect of variations in the riveting process on the quality of riveted joints. International Journal of Advanced Manufacturing Technology,2008, 39 (11-12): 1144-1155.
[10]黄翔, 李泷杲, 陈磊等. 民用飞机大部件数字化对接关键技术[J]. 航空制造技术, 2010(3):61-64.
[11]李泷杲,黄翔, 方伟,陈磊. 飞机装配中的数字化测量系统[J]. 航空制造技术, 2010(3):46-59.
[12]朱永国, 黄翔,李泷杲,方伟. 中机身位置和姿态调整及其跟踪测量. 机械 科学与技术, 2012(31):1121-1127.
[13]Zhu Yongguo, Huang Xiang, Fang Wei, Li Shuanggao. Trajectory Planning Algorithm Based on Quaternion for 6-DOF Aircraft Wing Automatic Position and Pose Adjustment Method [J]. Chinese Journal of Aeronautics, 2010(23):707-714.
[14]邹冀华, 周万勇, 邹方. 数字化测量系统在大部段对接装配中的应用. 航空制造技术, 2010(1):96-99.
[15]罗芳, 邹方, 周万勇. 飞机大部件对接中的位姿计算方法. 航空制造技术, 2011(3):91-94.
[16]许国康. 大型飞机自动化装配技术[J]. 航空学报, 2008, 29(3):734-740. (24):42-45.
[17]邱宝贵, 蒋君侠,毕运波,方强,王青,詹建潮,李江雄,柯映林. 大型飞机机身调姿与对接试验系统研究. 航空学报,2011(5):908-919.
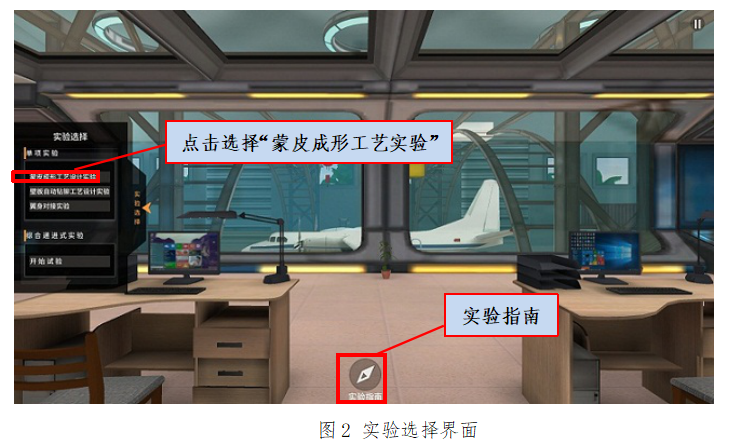
进入实验选择页面,如图2所示,首先要阅读下方的实验指南。单项实验,服务于课程或者学生大创项目,综合递进式实验为综合式的创新型实验,一般服务于学生大创项目或者毕业设计,学生或个人或团队合作模式,以具体的飞机上某部件为对象,分解为零件,完成零件成形到大部件装配的各个环节。单项实验完成后方可进行综合递进式实验。学生点击任一选项,均弹出三个实验按钮:飞机蒙皮成形工艺设计实验、壁板自动钻铆工艺设计实验、翼身对接实验。其中,“单项实验”中,三个实验均为激活状态,可点击任意一个进入相应的实验模块,“综合递进式实验”中,为综合式实验,三个实验必须按顺序完成,首先是“飞机蒙皮成形工艺设计实验”,其次为“壁板自动钻铆工艺设计实验”,最后一个是“飞机翼身对接实验”,第一个实验为激活状态,其他两个实验是灰色,不可激活,只有该实验完成后方可进入下一个实验,直至全部完成。
下面分别介绍“飞机蒙皮成形工艺设计实验、飞机壁板自动钻铆工艺设计实验、飞机翼身对接实验”的实验步骤。

进入系统,首先进入实验内容选择界面,如图3所示。

学生选择“01蒙皮拉伸成形工艺过程学习”,模拟拉形机的拉形过程,以便学生通过该项操作来了解拉形机工作原理和拉形过程;该项完成后之后进入如图4所示页面,或者由第一步“实验内容选择界面”直接进入“02蒙皮成形实验操作”,开始实验操作。
进入蒙皮成形实验操作后,出现各类蒙皮零件成形任务选择界面,如图5所示,可通过右下方飞机数模查看各类蒙皮零件在飞机上的大致位置,使学生了解该零件的定位。图中零件由简单到复杂,简单零件成形实验完成后,复杂零件方可解锁,目的是为了使学生通过循序渐进的实验,锻炼其工艺分析能力。系统随机分配待成形零件,然后点击“随机领取”领取任务,开始实验,系统随机分配任务可以达到“一人一任务”的目的。

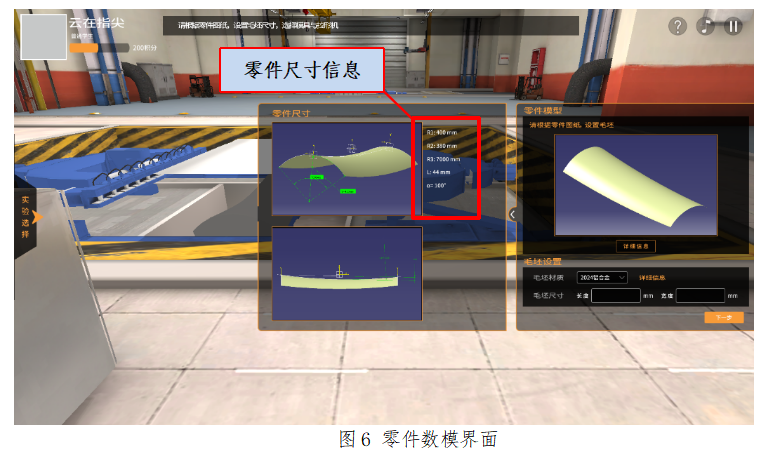
如图6所示,进入零件数模与毛坯设置界面。学生可查看零件数模的详细尺寸信息,然后根据尺寸信息,线下进行毛坯大小的计算,完成后在线输入具体数值。学生可选择不同的毛坯材料,如2024铝合金、5052铝合金等,并查看材料的详细信息,如图7所示。本步骤目的是使学生巩固课堂知识以及相关课程的知识。
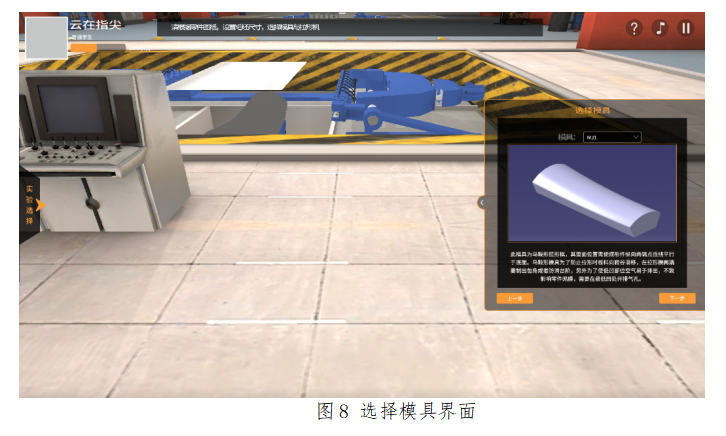
学生进入模具库,根据零件特点线下设计模具型面和尺寸,在实验系统中选择合适的模具,如图8所示。
学生在线下通过计算和查找手册选择合适的拉形机,在实验系统中进入拉形机库,选择合适的拉形机型号,如图9所示。

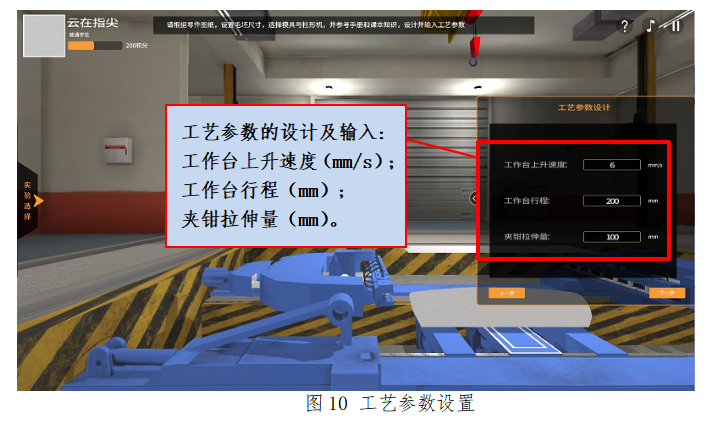
进入工艺参数设置界面,如图10所示,学生通过线下计算和查阅手册,计算工作台上升速度和行程以及夹钳的拉伸量,并在系统中输入计算值。该步骤中,学生需线下主动结合课堂知识、设计手册以及检索相关资料来进行工艺参数的理论计算(初选参数),工艺参数的不同会影响到零件的成形效果,因此学生需不断通过修改工艺参数来成形处质量较好的零件,从而获得优选工艺参数,目的是培养学生工艺分析能力和探究能力。
系统计算结束后,进入零件成形结果的仿真云图查看界面,如图11所示,可点击右上角选项,查看相应的零件的厚度分布云图、应力分布云图、应变分布云图以及FLD曲线。
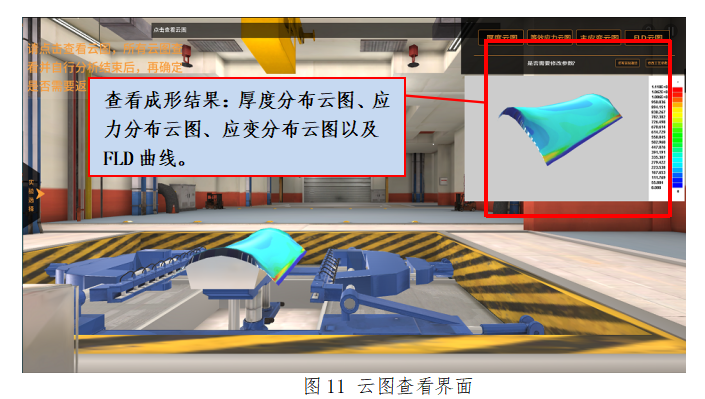
查看云图结果后,对各个结果图进行分析,分析成形效果的优劣以及成因,加强学生对成形原理知识和成形缺陷分析的掌握,培养其工程问题分析能力和解决能力,锻炼其独立探究能力。如果对仿真结果不满意可点击“是否需要修改参数?”的 “是”选项,页面消失,回到参数设置页面重新设置参数。
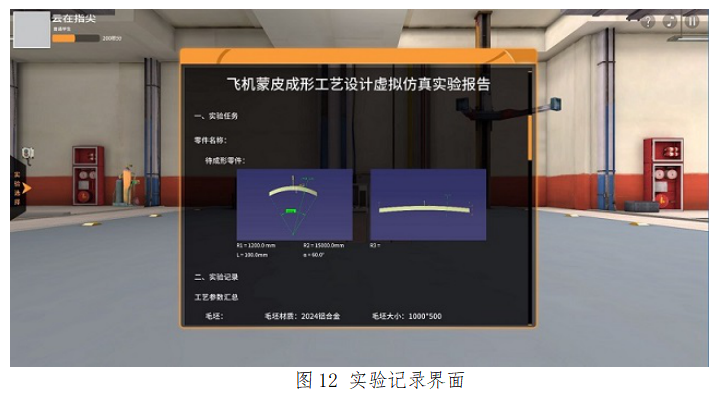
如果对仿真结果满意,点击“否”选项,弹出实验记录页面,,如图12所示,在“实验记录”中填写对云图的分析报告、实验结论以及建议和措施,完成后,点击提交报告结束蒙皮成形实验。
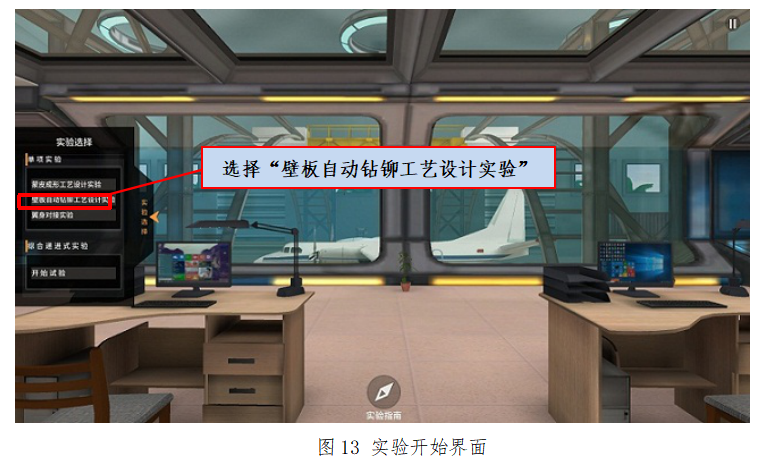
点击实验选择页面的“壁板自动钻铆实验”,如图13所示,进入实验环境。
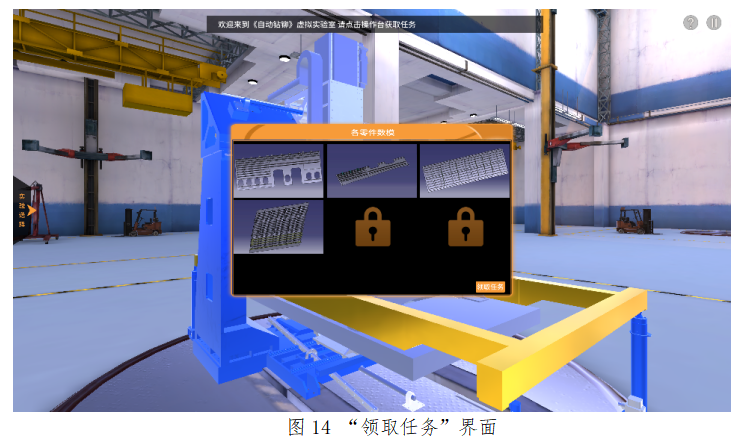
接着进入任务分配页面,如图14所示,点击“领取任务”按钮,开始实验。任务图中壁板零件由简单到复杂,简单壁板实验完成后,复杂壁板方可解锁,目的是为了使学生通过循序渐进的实验,锻炼其工艺分析能力。
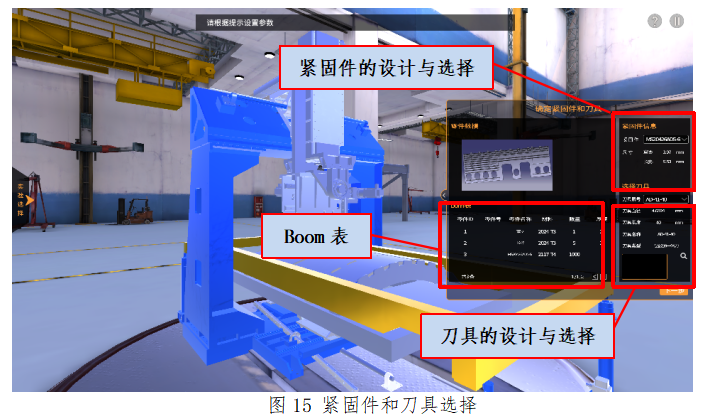
如图15所示,进入紧固件和刀具选择页面,确认相应的紧固件信息,并选择合适的刀具。学生需要结合课程及检索资料来进行刀具的选择。
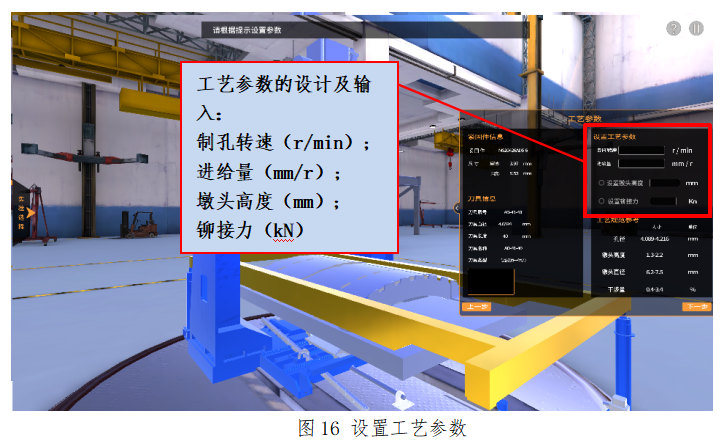
如图16所示,进入设置工艺参数页面,学生线下结合课程和资料进行工艺参数的计算,输入相应的制孔工艺参数和铆接工艺参数(镦头高度和铆接力控制二选一),不同参数将导致不同的钻铆质量,学生通过分析计算进行知识的巩固和工艺设计与分析能力的培养。
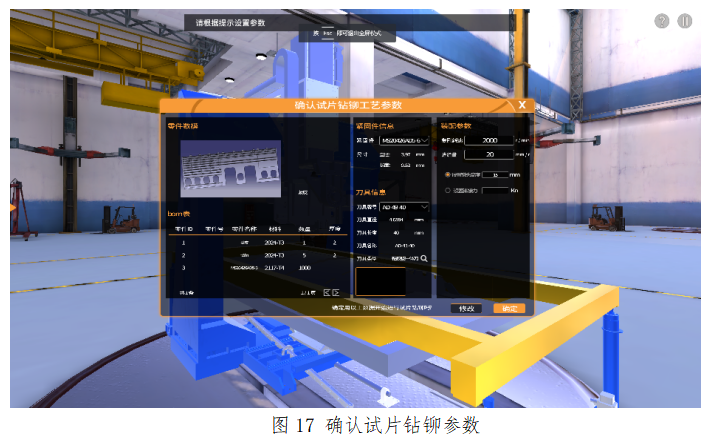
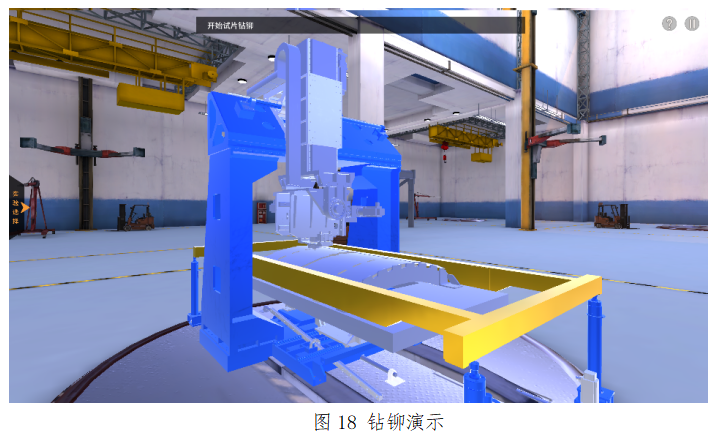
输入参数后点下一步,如图17所示,进入确认试片钻铆参数页面,确认参数后进入试片钻铆演示,如图18所示。
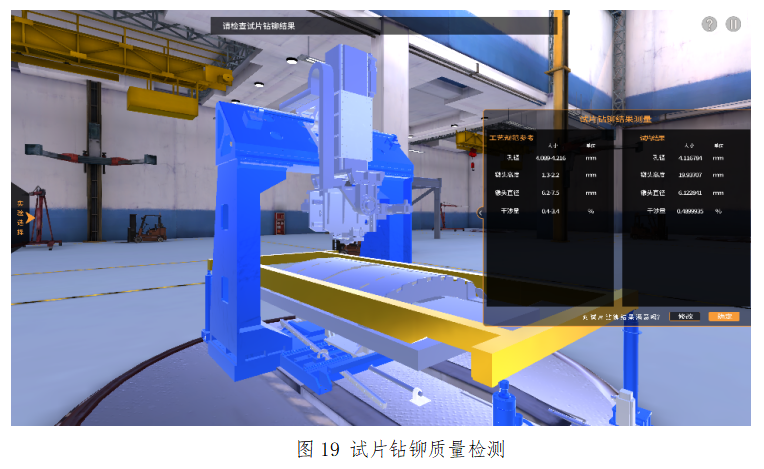
试片钻铆后,如图19所示,进入质量检测页面,根据检测结果确定是否需要修改工艺参数,如要修改,则点击需要修改,不需要修改点击确定,点击确定后进入壁板钻铆动画。通过结果的检测学生可以判定设计的工艺参数是否合理,通过这种方式可培养学生工程问题解决能力和探究能力。
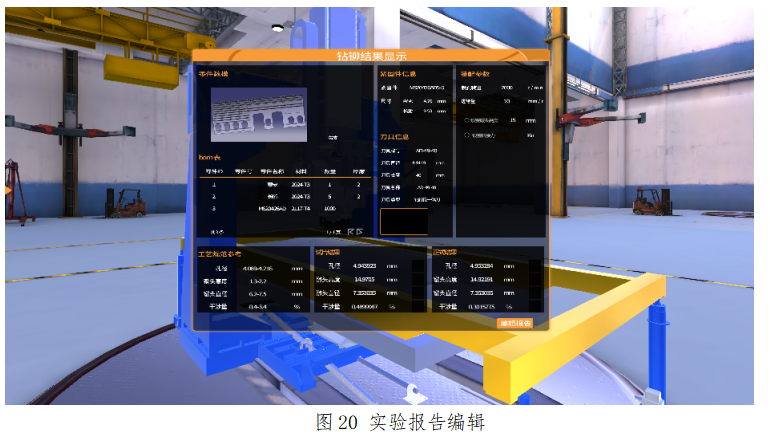
如图20和图21所示,壁板钻铆后进入编辑报告页面。报告记录实验任务、实验过程数据和结果(如图20所示),学生可查看实验过程记录,点击“编辑报告”,如图21所示,学生根据实验结果,独立分析思考结果的成因,提出措施,有利于学生探究能力和工程问题分析能力的培养。编辑报告后在线提交实验报告,返回主页。

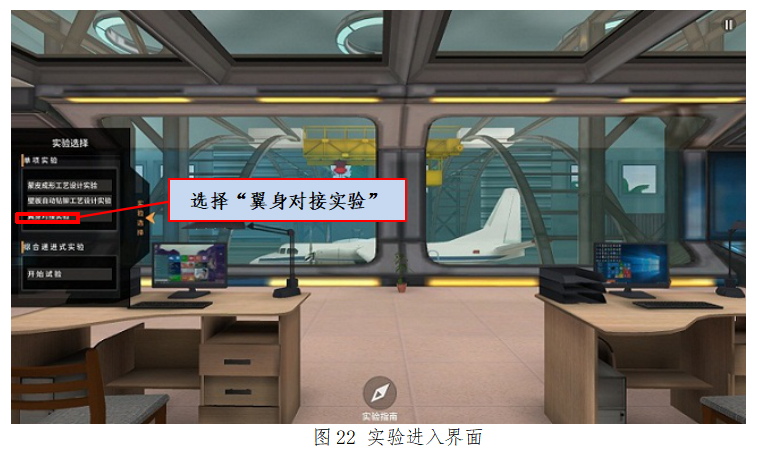
开始翼身对接实验:进入课件,点击界面左边的“实验选择”,拉开实验选择界面,选择“翼身对接实验”(如图22所示)。
展示翼身对接实验系统:初始进入时,系统展示翼身对接系统(如图23所示)。使学生了解实验框架,对翼身对接有初步认识。
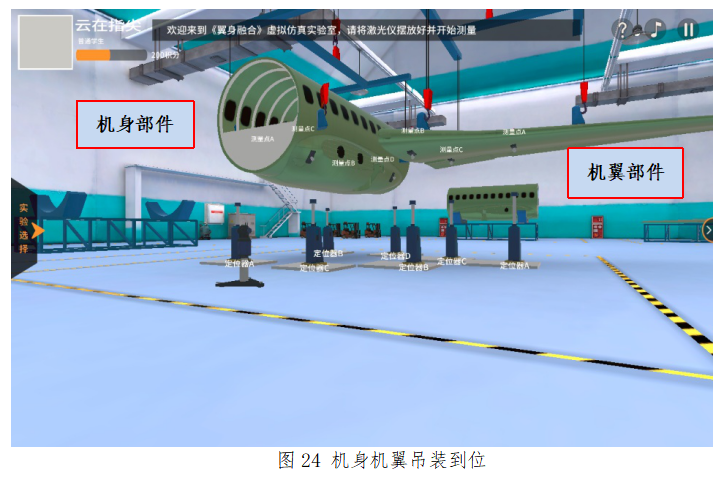
机翼、机身部件吊装上架:采用动画模拟技术,使学生了解实际飞机机翼、机身桁吊上架过程(如图24所示)。
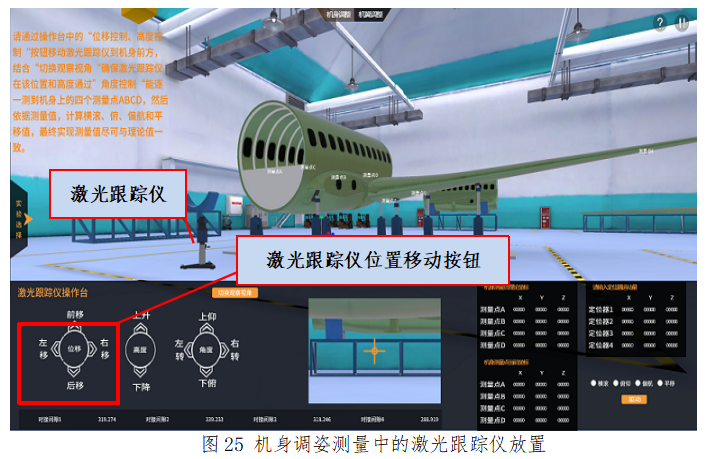
机身调姿激光跟踪仪布站:待机身、机翼放稳之后,首先根据机身、机翼位置布置激光跟踪仪,控制跟踪仪的升降和转向(使用WSAD四个键,分别对应前进、后退、左移、右移)(图25),找到机身的四个测量点。这里,学生需要移动、控制激光跟踪仪,通过该步骤了解激光跟踪仪基本工作原理。
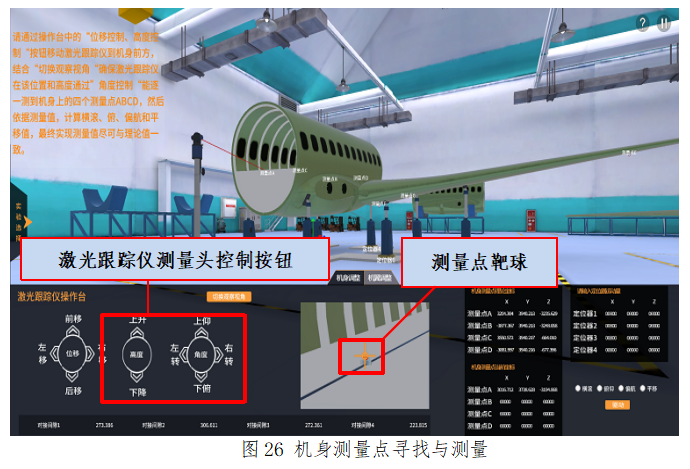
机身测量点寻找与测量:跟踪仪放置成功后,控制跟踪仪的升降和转向,以找到测量点靶球,右边界面上的黄色十字标用于瞄准测量点,一旦测量成功(图26),右边的测量点坐标自动获取。这里,学生需要在小窗口中寻找机身部件上的激光靶球,以确保可测量,从而可使学生了解大尺寸激光测量的难点和对接装配测量场构建原理。
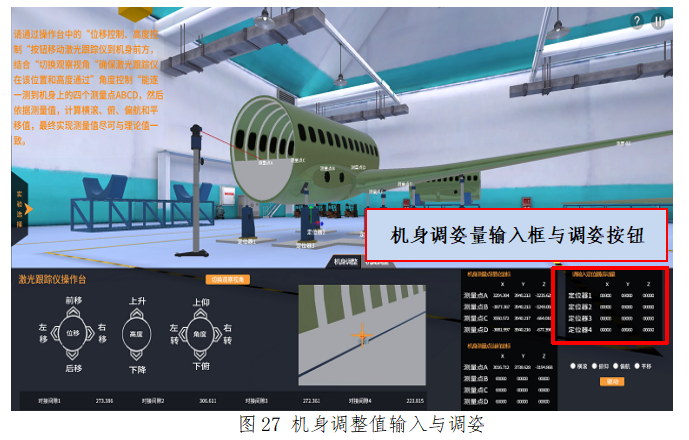
机身调姿计算与调姿驱动:当机身的四个点全部测量完毕后,通过姿态解构的计算方式,依次点击横滚、俯仰、偏航与平移,并需要调整的值,输入完毕后点击“驱动”(图27),机身根据输入的值作对应调整,最终完成机身调平。本步骤中,学生需根据机身靶球点测量坐标计算机身调姿运动量,当计算结果错误时,会产生错误的调姿驱动,从而让学生运用巩固课堂所学大部件解耦调姿、机身调姿模式方面的知识,达到主动学习的目的。
机翼调姿激光跟踪仪布站:待机身调姿完成后,点击激光跟踪仪,拖动到合适的位置,点击地面,放置跟踪仪,并与机身调姿布站相同,对激光跟踪仪进行抬升(如图28所示)。由于学生需要再次移动、抬升激光跟踪仪,使其进一步了解巩固激光跟踪仪基本工作原理与转站原理。

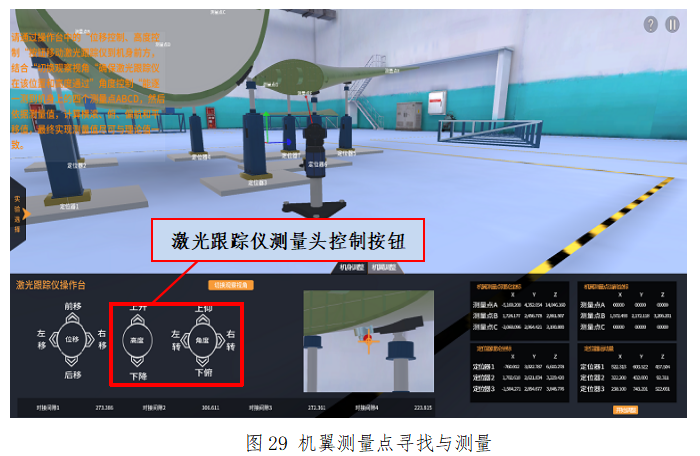
机翼测量点寻找与测量:跟踪仪放置成功后,点击操作台,控制跟踪仪的升降和转向,以找到测量点靶球,右边界面上的黄色十字标对应上测量点,右边的测量点坐标自动获取成功(图29)。由于学生需要再次在小窗口中寻找机翼部件上的激光靶球,确保可测量,使其进一步了解巩固大尺寸激光测量的难点。
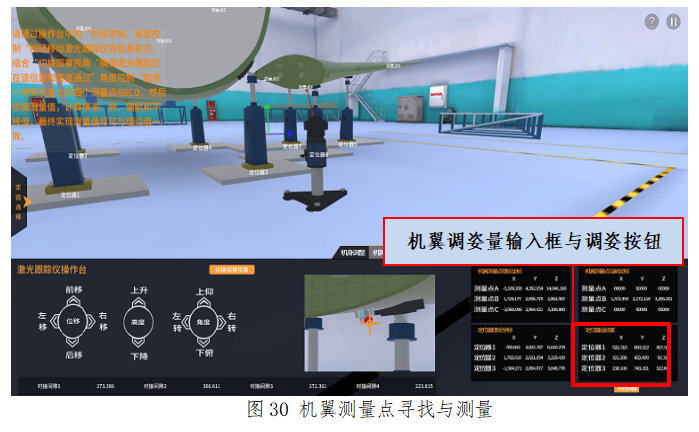
机翼调姿计算与调姿:当机翼测量点全部测量完毕后,计算并输入需要调整的值,输入完毕后点击“开始调整”(图30),机翼根据输入的值做对应调整。由于机翼部件尺寸大,其靶球点在机翼上位置存在较大的随机误差,学生必须独立计算调姿运动量,若计算错误亦会产生错误的调姿驱动,因此可进一步巩固课堂所学耦合调姿方法和机翼调姿模式方面知识。
调姿对接结果分析与措施:对接后,系统给出当前状态下对接面上、下、左、右间隙。学生观察列表中间隙值,并计算平均间隙值,若平均间隙小于93mm±0.5mm mm,则认为翼身对合状态满足要求,学生可停止实验;否则学生需根据当前间隙状态,进一步对机翼进行调整。
撰写实验报告:上述步骤完成后,可点击“实验报告”按钮,系统弹出实验报告,查看报告并提交。
